|
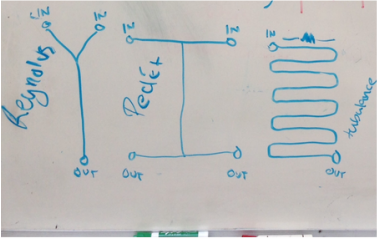
This week we continued on the work from the previous hack day and explored new materials, specifically PDMS. The first take home message is that shrinky dinks simply don't work in our lab as a microfluidic device ( scoring the material and then shrinking it ) nor as a mold ( as the material is as rough as raw-hide and is wavy post shrinking.) Since we had some success etching slides with Armour Etch we decided to try this method again, but allowing for more time to etch, 60 minutes rather than 30 minutes. Just like last time we masked with vinyl adhesive material for decals and cut out our channels. We let the armour etch sit on the slide for 30 minutes, rinsed, then reapplied the etch cream for another 30 minute round. We sealed the channel with clear tape and low and behold, laminar flow. Check out the video! The thing to note is that the two food dyes do not mix as they flow through the channel, but flow adjacent without a barrier. See the blog about dimensionless numbers on this site to get dialed in on the physics. Next we played around with PDMS, as silicone based material commonly used in microfluidic cell culturing techniques. The material is viscous and can be used to cast down to a 10 micron resolution. We tried three different molding techniques: etching slides, tape on a slide, and a printed circuit board. All molded well, but we ran into some problems sealing the channel and observing capillary flow because of the hydrophobicity of the PDMS material. Here is what we did:
Materials: Glass slides Armour Etch Vinyl adhesive material Clear tape Vacuum pump Toaster Oven UV lamp PDMS Sylgard 184 Scale Razor blade The PDMS comes as two different liquids that are mixed to a 10:1 ratio. The liquids are similar densities, so we used a scale to measure the proportions by weight. As the final material is viscous, many bubbles are present and need to be removed. We used a vacuum pump and chamber to evacuate these bubbles to ensure that we would have good casting resolution. You can also let the material sit to evolve the bubbles, with more time the better. When using a vacuum chamber, we pulsed the pressure, ie we removed the pressure then added all of the pressure back in several rounds. This method facilitate the small bubbles popping. The resulting product is crystal clear. We made tape barriers around our various molds. We found that making a peripheral barrier larger than the mold itself made it easier to adhere a flat surface like a slide or piece of tape to later, as we could cut around the edge of the PDMS with a razor after it is cured in the oven. We cured the PDMS molds in a toaster oven for 1 hour at 60 C. The curing can also be done at room temperature for 3 days if a toaster oven is not available. When the PDMS is firm and does not stick to a probe, you know the curing is complete. We found that the PDMS was easy to pry off our molds, and the final texture was rubbery. We first sealed the channels with tape, but we saw no flow. We check hydrophobicity of the material by observing how erect a droplet of dye was on the surface. PDMS made a tight and erect droplet, our tape a little less so, and on the glass slide the droplet was more like a puddle. In the literature, glass slides are normally used to seal the channels. We tried this, but the slide simply would not make a seal. Normally a surface treatment with a corona wand allows the slide to stick. We decided to see what UV treatment for 15 minutes would do something similar to the surface. Indeed we were able to adhere the glass slide to the PDMS mold! By the way, I tried to go back and figure out why the UV made the PDMS hydrophilic. It has something to with changing the surface chemistry so that the polymer is terminated with silonal group. Unfortunately, it reverses after about a half an hour. Good a enough for assembling the device, but not for having a functional chip over the long haul. The glass slide was hydrophilic enough to draw our aqueous dye through the channel. The mold that worked the best was the easiest: vinyl tape cutout of our desired channel adhered to a glass slide. More hacking to come. Stay tuned :)
0 Comments
The goal of our first day of hacking was to find the materials that were accessible and cheap to make a microfluidic device. There are a couple of commonly used methods out there and we were playing around to see which methods worked in our hands. We focused on making the devices directly, rather than making molds to cast the devices out of PDMS...that will be next time. Stay posted. Materials
 So, we made some microfluidics. We first used Shrinky-dinks, which is a hobbyist polystyrene material that shrinks symmetrically and can be used a mold or a device. When the material shrunk in the toaster oven at 275 F, it was wavy and had a rough texture, so this is what happened. Typically, devices are smooth and hydrophobic. Channels were taped on either side to make an enclosure. Next we tried etching glass slides and covering the channel with tape. First we masked a glass slide with the sticky vinyl material, then cut out a negative of the region to be etched. Armour Etch was allowed to act on the slide for 30 minutes, although, we think an hour would do better, and an automatic decal cutter to cut our mask would have given smaller channels. If we had had borosilicate glass or pyrex glass, our channels would have been smooth, but we did get flow. This method will be explored more since glass is easily sterilized and is inert to most materials. Here is the video. Since we are next to a hackerspace, we have some tools that not everyone else has, like a laser cutter. So we used some extra acrylic lying around and made a suite of channels to try, also covered with tape. We will play with this tech more, but we are aiming for accessibility. Here is the video. The most low tech method seemed to work the best, but there will be issues down the road for our final application of growing bacterial cultures, but it demonstrates the principles of microfluidics and is great to try for the viewers at home. For this last method we used double sided tape and left space between the pieces of tape for the dye to flow through. We then stuck a slide on top to seal the channels, making sure to keep the inlets and outlets open. |
 RSS Feed
RSS Feed